Edelstahl zeichnet sich durch Korrosionsbeständigkeit, mechanische Festigkeit, maßliche Stabilität und verschiedene Oberflächen (roh, gebürstet, poliert oder spiegelglatt) aus, wodurch es ein Referenzmaterial für dauerhafte Markierungen ist.
Diese Eigenschaften beeinflussen direkt die Wahl der Markierungstechnologie: Härtegrad, Oberflächenreflexion, Kontrastanforderungen, Tiefenanforderungen oder Erhalt der Passivschicht. Je nach Anwendung kann Markierung materialschonend durch Laser-Anlassen oder mit kontrollierter Tiefe durch Lasergravur oder mechanische Verfahren erfolgen – angepasst an Umwelt- und Nutzungsbedingungen.
Bei korrekt eingestellten Parametern lassen sich präzise, dauerhafte und gut lesbare Markierungen erzielen – geeignet für visuelle Inspektion und Kamera-Lesung. Das ist essenziell für Rückverfolgbarkeit, Identifikation und Normenkonformität in anspruchsvollen Industrieumgebungen.
Je nach Edelstahlqualität (304, 316, 420, Duplex-Edelstahl), Härte, Reflexionsgrad oder Oberfläche bietet SIC MARKING drei Dauer-Markierungstechnologien für die Edelstahlmarkierung, abgestimmt auf Material, Anwendung und Haltbarkeit.
Abhängig von Edelstahltyp, Härtegrad, Oberflächenbeschaffenheit und Endanwendung muss die Wahl der Dauer-Markierungstechnologie für Edelstahl sorgfältig getroffen werden, um Lesbarkeit, Haltbarkeit und funktionelle Integrität zu gewährleisten.
In der Industrie gibt es hauptsächlich fünf Edelstahl-Familien: austenitisch (Edelstahl 304, Edelstahl 316), ferritisch (Edelstahl 430, Edelstahl 444), duplex (Edelstahl 2205), martensitisch (Edelstahl 410, Edelstahl 420) und aushärtend (17-4PH).
Sie unterscheiden sich in Zusammensetzung, magnetischen Eigenschaften und mechanischer Festigkeit – Parameter, die die Reaktion auf Laser- und mechanische Markierverfahren direkt beeinflussen.
In einer Edelstahl-Markierungslösung leiten diese Unterschiede zwischen den Edelstahlfamilien die Wahl der Technologie (Laser, Punktmarkierung oder Ritzmarkierung) und der Prozessparameter, um dauerhafte Markierungen zu erreichen, ohne die funktionellen Eigenschaften des Bauteils zu verändern.
Laser-Markierung auf Edelstahl, mittels Anlassen oder Mikroablation, liefert hohen Kontrast und exzellente Präzision. Laser-Anlassen ohne Materialabtrag wird bevorzugt, wenn Korrosionsbeständigkeit und Erhalt der Passivschicht entscheidend sind, während Mikroablation verwendet wird, wenn Lesbarkeit und mechanische Haltbarkeit der Markierung Priorität haben.
Edelstahlmarkierung durch Nadelprägung oder Ritzmarkierung, beides mechanische Verfahren, eignet sich besonders für dicke Teile, raue Umgebungen und bestimmte Oberflächenbedingungen, wenn Markierungstiefe und Robustheit die Hauptanforderungen sind.
Edelstahlhärte
Edelstahlteil-Geometrie
Markierungsziel
Edelstahlteil-Dicke und Steifigkeit
Komplexe Formen
Markierfeinheit
Haltbarkeit des Erscheinungsbildes
Umweltbedingungen
Edelstahl eignet sich besonders gut für dauerhafte Markierungen, sofern Technologie und Parameter korrekt gewählt werden.
Seine stabile Oberfläche reagiert besonders gut auf Laser-Markierung, wodurch hoher Kontrast und ausgezeichnete Langzeitbeständigkeit der Markierung erreicht werden.
Je nach Legierung und Oberflächenzustand lässt sich Edelstahl besonders gut laserbearbeiten, wodurch kontrastreiche und langlebige Markierungen erzielt werden.
Je nach Anwendung sind DPM DataMatrix-Codes, QR-Codes, Barcodes, Seriennummern oder Logos möglich, unter Einsatz von Laser-Markierung, Nadelprägung oder Ritzmarkierung, wobei Tiefe und Kontrast an die Anforderungen der Anwendung und die Umgebung des Teils angepasst werden.
Die Auswahl der Edelstahlmarkierungstechnologie basiert auf drei messbaren und komplementären Kriterien: Maschinenlesbarkeit (industrielle Vision), Markierungshaltbarkeit – Abrieb- und Lösungsmittelbeständigkeit – und ästhetische Auflösung, besonders für sichtbare Teile oder solche mit hochwertigen Oberflächenanforderungen.
Laser-Markierung und Nadelprägung gehören zu den am häufigsten eingesetzten Verfahren für Edelstahlmarkierungen, jedes mit spezifischen funktionalen Vorteilen. Laser-Markierung überzeugt durch hohen Kontrast und Integration in Hochgeschwindigkeitslinien, während Nadelprägung hohe mechanische Haltbarkeit bietet, besonders geeignet für Außenbereiche und harte industrielle Bedingungen.
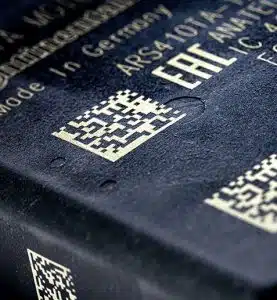
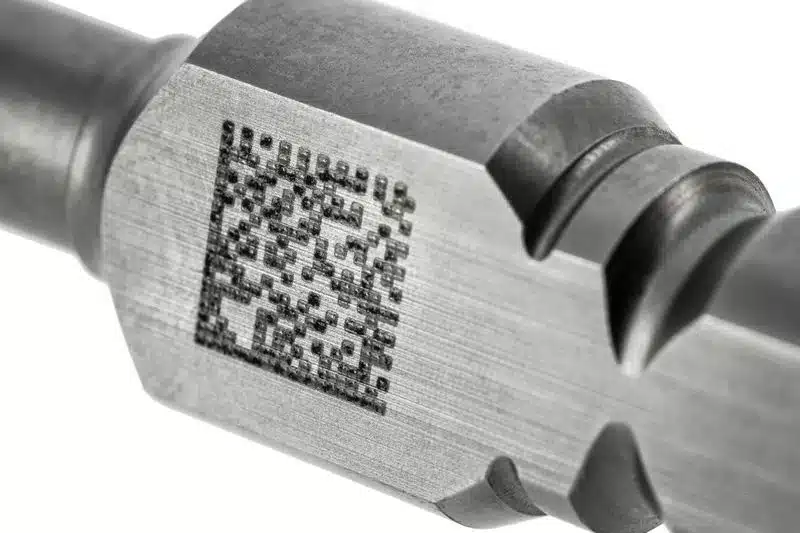
In Werkstätten gilt der DataMatrix ECC200 als Industriestandard für Rückverfolgbarkeit. Er kann bis zu 2.335 alphanumerische Zeichen codieren, wobei direkte Markieranwendungen typischerweise deutlich weniger Informationen verwenden.
Bei korrekter Ausführung bleibt DataMatrix ECC200 zuverlässig durch Industriekameras lesbar – selbst auf schwierigen Oberflächen wie gebürstetem oder poliertem Edelstahl, sofern eine Kameralesekontrolle erfolgt.
In der industriellen Praxis liegen typische DPM DataMatrix-Code-Größen im Bereich von 4 bis 12 mm, abhängig von Informationsdichte, erreichtem Kontrast und Auflösung des Vision-Systems.
Mit einem Laser unter Verwendung geeigneten Kontrasts und passender Geometrie erreichen DataMatrix-Codes hohe Zuverlässigkeit bei der Kameralesung in industriellen Umgebungen.

QR-Codes werden in der Regel für anwenderorientierte Markierungen bevorzugt: Sie ermöglichen direkten Zugriff über Smartphone oder Tablet auf technische Datenblätter, URLs, Installationsvideos oder regulatorische Informationen zum Produkt.
Ihre hohe Kodierungskapazität – mehrere tausend Zeichen je nach Codeversion – erlaubt die Integration komplexer Daten. In der industriellen Produktion wird typischerweise eine Mindestgröße von 8 bis 15 mm gewählt, um stabile Lesbarkeit sicherzustellen, besonders auf schwierigen Oberflächen wie gebürstetem Edelstahl, sofern eine Kameralesekontrolle durchgeführt wird.
In industriellen Umgebungen sorgt die Laser-Markierung von Edelstahl für die notwendige Schärfe der Module bei QR-Codes mittlerer bis niedriger Dichte – mit exzellenter Wiederholbarkeit und guter Lesegerätekonformität.
Nadelprägung ist für diese Art der Markierung möglich, erzeugt jedoch breitere, weniger gleichmäßige Module. Dies erfordert größere Gesamtabmessungen, um die Lesbarkeit zu gewährleisten – insbesondere auf kleinen Flächen.
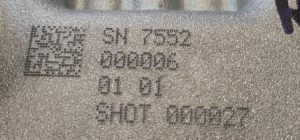
Seriennummern auf Edelstahl gewährleisten sowohl Produktidentifikation als auch industrielle Rückverfolgbarkeit über den gesamten Lebenszyklus des Teils. Sie können rein numerisch, alphanumerisch oder standardisiert sein – etwa die automotive VIN (17 Zeichen) oder UDI-Kennungen für medizinische Geräte – je nach regulatorischen und industriellen Anforderungen.
Die Laser-Markierung von Seriennummern liefert hohen Kontrast auf gebürstetem, poliertem oder rohem Edelstahl und lässt sich je nach Automatisierungsgrad und Anlagenkonfiguration effizient in Hochgeschwindigkeitslinien integrieren.
Nadelprägung bietet hohe mechanische Haltbarkeit in abrasiven oder hochbelasteten Umgebungen, während Ritzmarkierung ein hochwertiges Finish liefert – besonders geschätzt bei Typenschildern oder dekorativen Edelstahl-Anwendungen.
Edelstahl ermöglicht die präzise Reproduktion von Logos und Piktogrammen: Sehr kleine Details können mittels Laser-Markierung auf gebürsteten, satinierten oder polierten Edelstahloberflächen erzielt werden – mit hoher Lesbarkeit und gutem Kontrast, sofern der Prozess an chemische Behandlungen oder industrielle Reinigung angepasst ist.
Regulatorsymbole (z. B. CE-Kennzeichnung, durchgestrichene WEEE-Tonne, PSA-Piktogramme) sowie Richtungspfeile eignen sich besonders für die Laser-Markierung auf Edelstahl, da sie klare Konturen ohne Verformung des Teils ermöglichen und geltende Lesbarkeitsanforderungen erfüllen.
Nadelprägung bleibt eine geeignete Lösung in stark abrasiven Umgebungen, wenn Markierungstiefe Vorrang vor Ästhetik hat.
Die Markierung von Markenlogos auf Edelstahl dient sowohl der funktionalen Identifikation als auch der visuellen Aufwertung. Eine feine Laser-Markierung – etwa durch Annealing oder kontrollierte Mikroablation – liefert ein hochwertiges Finish auf sichtbaren Flächen, während vertiefte Nadelprägemarkierungen die Haltbarkeit bei mechanisch beanspruchten Komponenten erhöhen.
Branchen wie die Elektronik oder Automobilindustrie setzen regelmäßig auf Laser-Markierungen auf Edelstahl, um komplexe Logos und Seriennummern auf technischen Bauteilen zu reproduzieren – mit hoher Wiederholgenauigkeit über Chargen von mehreren Tausend Einheiten hinweg.
Edelstahl eignet sich aufgrund seiner natürlichen Korrosionsbeständigkeit, mechanischen Festigkeit und Oberflächenqualität (gebürstet, poliert oder roh) besonders gut für die dauerhafte Kennzeichnung mit Laser, Nadelprägung oder Ritzmarkierung.
Diese Edelstahl-Markierungstechnologien ermöglichen je nach gewähltem Verfahren präzise, kontrastreiche oder tiefe Markierungen und gewährleisten eine lang anhaltende Lesbarkeit, sofern die Technologie und die Parameter an die Expositionsbedingungen wie Feuchtigkeit, intensive Reinigung oder Abrieb angepasst sind.
Die dauerhafte Kennzeichnung von Edelstahlteilen erfüllt somit die Anforderungen an die Rückverfolgbarkeit und die Einhaltung gesetzlicher Vorschriften in Branchen wie der Automobilindustrie, der Luft- und Raumfahrt, Medizin, Lebensmittelverarbeitung und Eisenbahn.





Entdecken Sie unsere führenden
Laser-Markiersysteme,
Nadelprägung oder
Scribing-Geräte,
einschließlich tragbarer Maschinen,
inline-fähiger Module und
Standalone-Markierstationen wie beispielsweise die kompakte Laserstation für Edelstahl.
Kontaktieren Sie uns
Benötigen Sie Informationen?
Nehmen Sie Kontakt mit einem unserer Experten auf!