Ein zentrales Material im industriellen Umfeld: Stahl zeichnet sich durch ein ausgewogenes Verhältnis von Härte, Duktilität, Wärmeleitfähigkeit und Korrosionsbeständigkeit aus – Eigenschaften, die je nach Zusammensetzung, Legierungsanteil und Wärmebehandlung variieren.
Als Eisen-Kohlenstoff-Legierung, ergänzt durch weitere Elemente, bietet Stahl eine hohe Anpassungsfähigkeit für unterschiedlichste industrielle Anwendungen. Durch Wärmebehandlungen wie Härten oder Anlassen sowie durch gezielte Zugabe von Legierungselementen lassen sich mechanische Eigenschaften, Verschleißbeständigkeit und Korrosionsverhalten präzise an die Anforderungen von Produktionslinien und Einsatzumgebungen anpassen.
Für die dauerhafte Bauteilkennzeichnung auf Stahl müssen Technologie, Energieeintrag und Markierungstiefe exakt auf Materialhärte, Oberflächenzustand und Produktionsumgebung abgestimmt werden. Je nach Anwendung – beispielsweise DataMatrix-Code, Seriennummer, Bauteilreferenz oder Tiefenmarkierung – stehen unterschiedliche industrielle Markiertechnologien zur Verfügung.
SIC MARKING bietet mehrere Familien von industriellen Markiersystemen für Stahl, die sich nahtlos in Produktionslinien integrieren lassen und eine zuverlässige industrielle Rückverfolgbarkeit ermöglichen:

Die Auswahl der Gravurtechnologie für industrielle Stahlbauteile basiert auf mehreren Kriterien: Härte, Oberflächenbeschaffenheit, Zusammensetzung, Materialstärke, thermische Empfindlichkeit sowie dem gewünschten Kontrastniveau.
Seine homogene Oberfläche, die hervorragende Absorption des Laserstrahls, die sehr hohe Schlagfestigkeit bei der Nadelprägung sowie die Verschleißfestigkeit beim Ritzmarkieren machen Stahl zu einem idealen Werkstoff für anspruchsvollste Kennzeichnungsanwendungen.
Stahl gewährleistet somit eine optimale Lesbarkeit von DataMatrix– oder QR-Codes, eine hohe Beständigkeit in rauen Umgebungen sowie die Kompatibilität mit allen Oberflächenzuständen.
Stahlhärte
Oberflächenbeschaffenheit
Stahlzusammensetzung
Bauteildicke
Thermische Empfindlichkeit
Erwarteter Kontrast
Stahl eignet sich für alle Arten der dauerhaften Markierung: alphanumerisch, 2D-Codes (Data Matrix), QR, Barcodes, Logos oder Tiefmarkierungen.
Die Wahl der Stahlmarkierungstechnologie hängt von der Anwendung und eventuellen Nachbehandlungen (Lackierung, Galvanisierung, Bearbeitung) ab.
Lasergravur auf Stahl liefert eine hohe Auflösung, Nadelmarkierung (Dot-Peen) gewährleistet eine ausgezeichnete Haltbarkeit der Markierung, und Ritzen von Stahl ermöglicht tiefe, langlebige Markierungen.

Alphanumerische Kennzeichnungen bilden die Grundlage der industriellen Rückverfolgbarkeit: Seriennummern, Chargennummern, Bauteilkennungen, interne Referenzen oder variable Angaben wie Datum, Uhrzeit oder Zähler. Seriennummern liegen typischerweise zwischen 6 und 12 Zeichen, interne Referenzen zwischen 4 und 10.
In der Regel werden Zeichen von 2 bis 5 mm für eine komfortable menschliche Lesbarkeit verwendet, kleinere Größen (0,3 bis 1 mm) für automatische Lesesysteme.
In der Praxis wird Laser-Markierung häufig für Data-Matrix-Kennzeichnung eingesetzt; der Laser bleibt die Referenzlösung für Stahlsignierung nach Lackierung und für die Einhaltung der DPM-Anforderungen bei bestimmten Bauteilen.
Bei der Auswahl einer Stahlmarkierungstechnologie werden Faktoren wie Oberflächenzustand (poliert, gebürstet, lackiert), Bauteildicke und Integration mit Vision-Systemen und ERP berücksichtigt.
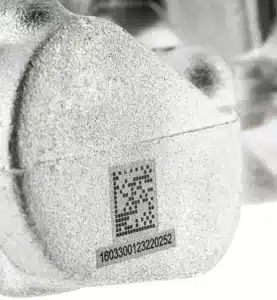
ECC200 Data-Matrix-Codes, die weit verbreitet in der Automobilindustrie, Luft– und Raumfahrt und Pharmaindustrie eingesetzt werden, ermöglichen das Codieren großer Informationsmengen auf sehr kleinem Raum (2 bis 10 mm).
Richtig konfiguriert bleiben sie auch nach Lackierung oder Verzinkung lesbar, wobei die Module in der Regel ≥0,25 mm groß sind, um eine zuverlässige Lesbarkeit sicherzustellen.
Auf Stahl ist ihre Leistung ausgezeichnet: Tausende von Teilen können markiert werden, mit Leserraten von über 99 %. In der Produktion lassen sich diese Codes direkt in Kontrollsysteme und Tracking-Tools wie MES integrieren, was Logistik und Wartung erleichtert.
Weniger gebräuchlich als Data Matrix, werden QR-Codes bevorzugt, wenn die Lesung per Smartphone oder Tablet gewünscht ist. Ihre hohe Kapazität (bis zu über 4.000 Zeichen) erlaubt die direkte Codierung von URLs und detaillierten Informationen.
Faserlasergravur ist die bevorzugte Lösung für QR-Codes auf Stahl: Sie bietet feine Auflösung, hohen Kontrast und erlaubt kompakte Module (in der Regel ≥ 0,4–0,5 mm). Faserquellen von 20–50 W sind üblich, und MOPA-Laser werden eingesetzt, wenn eine präzise Pulssteuerung erforderlich ist, insbesondere auf Edelstahl.
1D-Barcodes werden weiterhin häufig für die lineare Identifikation von Stahlteilen verwendet, insbesondere in der Logistik und im Ersatzteilmanagement.
Die gängigsten Formate sind Code 128, Code 39 und EAN, die 10 bis 20 Zeichen codieren können. Eine Lasergravur auf Stahl mit einer Strichstärke von 0,15 bis 0,25 mm gewährleistet in der Regel eine zuverlässige Lesbarkeit.
Sie eignen sich gut für Montagelinien, die mit Kurzdistanz-Fixlesern ausgestattet sind. Das Lasermarkieren ermöglicht ein schnelles Markieren (bis zu 1–2 Codes pro Sekunde), während die Punktmarkierung zwar langsamer ist, dafür aber in abrasiven Umgebungen eine höhere Beständigkeit bietet.
Lasermarkierung ist die bevorzugte Lösung für Barcodes auf Stahl, wenn die Strichpräzision entscheidend ist: Sie bietet hohen Kontrast, scharfe Linien und ausgezeichnete Wiederholbarkeit.

Für Anwendungen, bei denen Langlebigkeit entscheidend ist, ist die Tiefenmarkierung die bevorzugte Lösung: Sie bleibt nach der Bearbeitung, Lackierung, Sandstrahlung oder Verzinkung lesbar.
Im Automobilbereich wird die Tiefenmarkierung hauptsächlich für die Fahrgestellnummer (FIN) auf Chassis eingesetzt, wobei Kontinuität und Tiefenhaltigkeit der Markierung für die Konformität und Betrugsprävention entscheidend sind.
Im Stahlbau und Offshore-Bereich werden Träger und Flansche tief markiert, um auch nach Sandstrahlen und Lackierung lesbar zu bleiben und gleichzeitig thermischen Zyklen und Korrosion zu widerstehen.
Die Bahnindustrie und der Maschinenbau nutzen ebenfalls Tiefenmarkierungen für geschmiedete Teile und Sicherheitskomponenten, wobei Mindesttiefen in den technischen Spezifikationen vorgeschrieben sind. Diese robusten Markierungen gewährleisten eine dauerhafte Rückverfolgbarkeit und vermeiden kostspielige Ersatzteile.
In der Praxis hängt die Wahl der permanenten Stahlmarkierungstechnologie von den Anforderungen ab: Gravieren wird für geschmiedete Teile bevorzugt, die Sandstrahlung ausgesetzt sind, während Punktmarkierung für lackierte Teile geeignet ist.

Die Wahl hängt auch vom Anwendungsfall ab: Piktogramme, die nach dem Lackieren sichtbar bleiben müssen, werden oft mittels Punktmarkierung (Dot-Peen) erstellt, während Konformitätssymbole Präzision und Kontrast durch Laserbeschriftung erfordern.
Stahl eignet sich aufgrund seiner Robustheit, Härte und Maßhaltigkeit hervorragend für permanente Kennzeichnung mittels Lasergravur, Nadelprägung (Dot-Peen) oder mechanischer Gravur. Diese Stahlmarkierungstechnologien gewährleisten eine langanhaltende Lesbarkeit selbst unter rauen Bedingungen und erfüllen die Compliance-Anforderungen der Automobilindustrie, Luft- und Raumfahrt, Eisenbahn-, Energie-, Medizin- und Verteidigungssektoren.
Je nach Anforderung kann die Kennzeichnung sehr tief, kontrastreich oder extrem fein ausgeführt werden, um industrielle Vorgaben zu erfüllen.




Entdecken Sie unsere führenden Kennzeichnungssysteme für Laser-, Nadelprägung oder Ritzmarkierung – darunter
mobile Markiergeräte,
integrierbare Module für Produktionslinien
oder
autonome Markierstationen.
Kontaktieren Sie uns
Benötigen Sie Informationen?
Nehmen Sie Kontakt mit einem unserer Experten auf!